機(jī)床鑄件鑄造澆注時(shí)應(yīng)遵循高溫出爐,低溫澆注的原則,。因?yàn)樘岣呓饘僖旱某鰻t溫度有利于夾雜物的熔化,、熔渣上浮,便于清渣和除氣,,減少機(jī)床鑄件的夾渣和氣孔缺陷,;采用較低的澆注溫度,則有利于降低金屬液中的氣體溶解度,、液態(tài)收縮量和高溫金屬液對(duì)型腔表面的烘烤,,避免產(chǎn)生氣孔、粘砂和縮孔等缺陷,。因此,,在_充滿鑄型型腔的前提下,盡量采用較低的澆注溫度,。
為確保
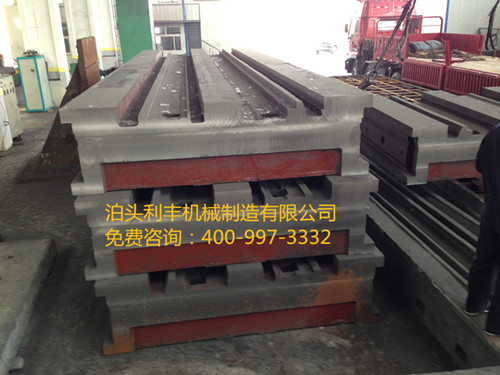
機(jī)床鑄件質(zhì)量,、提高生產(chǎn)率以及做到生產(chǎn),澆注時(shí)應(yīng)嚴(yán)格遵守下列操作要領(lǐng):
一,、在澆注初期,,特別是在金屬液剛接觸泡沫塑料的瞬間,由于模樣材料氣化所產(chǎn)生的大量氣體,,當(dāng)直澆口沒(méi)充滿或剛開(kāi)始澆注時(shí)金屬液的靜壓頭小于聚苯乙烯分解產(chǎn)物的氣體壓力時(shí),,過(guò)快地澆注易產(chǎn)生嗆火現(xiàn)象,使金屬液飛濺,。為了避免這種現(xiàn)象,,在澆注開(kāi)始階段可采取先細(xì)流慢澆的方法,,待澆注系統(tǒng)被金屬液充滿后,即可加大澆注速度越快越好,,但以澆口杯為金屬充滿而不外溢為準(zhǔn)則,。在澆注的后期,當(dāng)金屬液達(dá)到模樣的頂部或冒口根部時(shí),,應(yīng)略需收包,,以保持金屬平穩(wěn)上升和不致使金屬液沖出冒口?! ?br /> 二,、盡可能選用底注包。底注包金屬液的熱損失小,、壓頭大,,澆注速度快,渣子浮在金屬液上表面,,澆注鋼水比較干凈,。受設(shè)備條件限制,對(duì)一些要求不高或一般中小機(jī)床
鑄件亦可用轉(zhuǎn)包澆注,?! ?br /> 三、澆注過(guò)程不可中斷,。在消失模鑄件澆注時(shí),,須保持連續(xù)地注入金屬液,直至鑄型全部充滿,。否則,,易在停頓處造成
機(jī)床鑄件整個(gè)平面的冷隔缺陷。



械LM-2500端面銑床,龍門(mén)銑床,龍門(mén)銑床-LM-2500端面銑床")
械鑄鐵平臺(tái),鑄鐵平臺(tái)平板,鑄鐵平板-鑄鐵平臺(tái)平板")
械偏擺檢查儀,鑄鐵平臺(tái),機(jī)床鑄件-利豐機(jī)械供應(yīng)同心度檢查儀")